(1)机床:无心磨床
(2)加工方法:纵磨法、横磨法
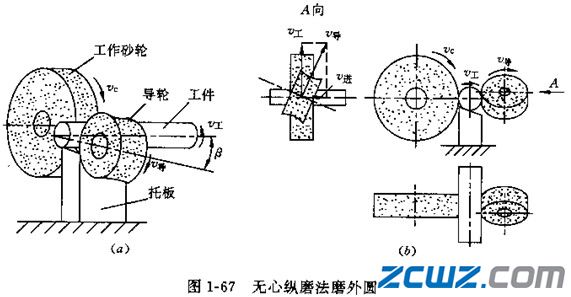
1.无心纵磨法
大轮为工作砂轮,起切削作用。小轮为导轮,无切削能力。两轮与托板构成V形定位面托住工件。由于导轮的轴线与砂轮轴线倾斜β角( β=1°~6°),v导分解成v工和v进。 v工带动工件旋转, v进带动工件轴向移动。为使导轮与工件直线接触,把导轮圆周表面的母线修整成双曲线。无心纵磨法主要用于大批量生产中磨削细长光滑轴、销钉、小套等零件的外圆。
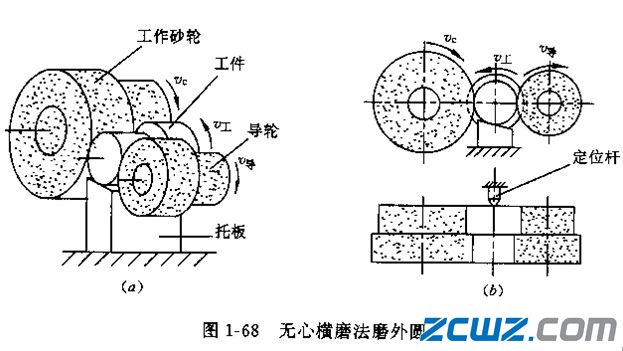
2.无心横磨法
导轮的轴线与砂轮轴线平行,工件不作轴向移动。无心横磨法主要用于磨削带台肩而又较短的外圆、锥面和成形面等。